Плавка кристаллического кремния и ферросилиция — процесс бесшлаковый. Он возможен только при применении чистого сырья. Образование даже небольшого количества шлака, например 2—3 % от массы выплавляемого сплава, вносит осложнения в ход процесса и ухудшает качество и кремния и ряда марок ферросилиция. Поэтому одним из главных требований к породам, применяемым в качестве сырья для плавки кремния и кремниевых сплавов, является их чистота в первую очередь по содержанию наиболее вредных примесей оксидов алюминия, кальция, титана, фосфора и мышьяка, а для кристаллического кремния и оксидов железа.
Природные формы кремнезема, которые могут быть использованы для плавки кремния и ферросилиция, представлены как самостоятельным минералом — кварцем, так и породами, практически нацело им сложенными — кварцевыми лесками, кварцитами и кварцитовидными песчаниками.
Качество кварцита определяется не только его химическим составом, но и физическими свойствами. Наиболее важными из них являются гранулометрический состав и термостойкость. Требования по крупности к кварциту для плавки ферросилиция и кристаллического кремния достаточно противоречивы. Так, Я.С. Щедровицкий рекомендует для плавки ФС45 применять кварцит крупностью 25—55 мм, М.А. Рысс — крупностью 25—80 мм. При плавке сплава с более высоким содержанием кремния оба автора считают необходимым использовать более крупный кварцит. По мнению Я.С. Щедровицкого, для сплава ФС75 он должен быть крупностью 55—120 мм, а по мнению М.А. Рысса, для ФС75 и ФС90 — 50—120 мм. Вместе с этим для плавки кристаллического кремния они считают целесообразным использовать более мелкий кварцит. Так, по мнению Рысса, он должен быть крупностью
~ 50 мм, Я.С. Щедровицкого — 20—70 мм. Другие авторы считают, что при плавке кристаллического кремния допустимо применение еще более мелкого кварцита (10—70 мм). Вместе с этим при плавке кремния в печах большой мощности в основном работают на кварците крупностью ∼100 мм. Это, по-видимому, связано с тем, что требования к кварциту оценивались с разных позиций. Так, по мнению авторов, применение мелкого кварцита для плавки ФС45, ФС75 и ФС90 понижает газопроницаемость шихты и за этот счет ухудшает показатели их плавки.
Для плавки кристаллического кремния, где газопроницаемость и равномерный сход шихты в малых печах обеспечиваются опиковыванием колошника и периодической очисткой его от карбидных настылей, авторы указанных работ более важным, по-видимому, считают получение кварцита наиболее чистого по примесям. Однако мелкое дробление не всегда даже при промывке повышает его качество по химическому составу. С другой стороны, нельзя согласиться с тем, что повышение крупности кварцита при наличии в шихте мелкого кокса и мелочи кварцита повышает газопроницаемость шихты. Наоборот, чем больше разница в крупности кварцита и восстановителя, тем ниже газопроницаемость шихты. Газопроницаемость и крупность кварцита безусловно важны, однако газопроницаемость и крупность шихты сказываются на показателях плавки главным образом вследствие того, что они решающим образом влияют на газификацию SiO2 и улавливание SiO, отходящего из III зоны печи.
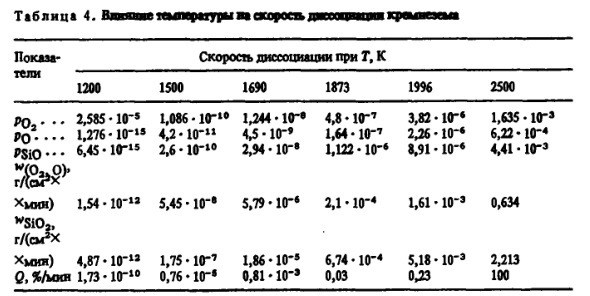
Обработка данных с учетом того, что скорость газификации SiO2 зависит от состава и скорости движения газов, позволила описать газификацию SiO2 в восстановительной атмосфере уравнением lg y = — 15175/T + 5,1, г/(см2 • мин). При высоких температурах (1700—2200 К) это уравнение хорошо совпадает с результатами расчетов, приведенных в табл. 4 и на рис. 12. С использованием этого уравнения оценена степень газификации SiO2 (%/ч) за время 1-ч выдержки кварцита разной крупности при 1773—2273 К. Результаты расчетов приведены на рис. 39.
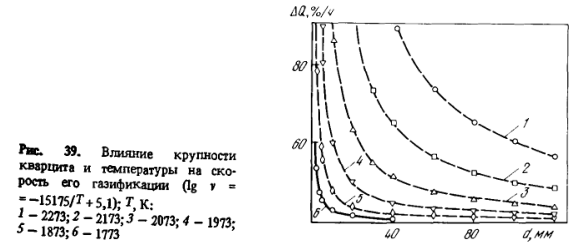
Из рис. 39 видно, что газификация SiO2 в атмосфере печи начинается примерно при 1673 К. При этой температуре кусок крупностью 10 мм в течение 1 ч теряет ~ 1,5 % своей массы. При повышении температуры скорость 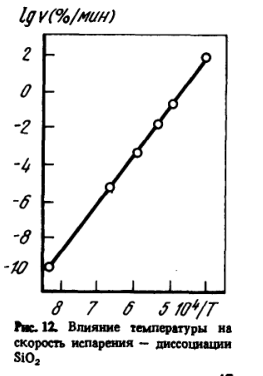 газификации растет примерно вдвое на каждые 100 К. Так, если кварцит крупностью 40 мм при 1973 К за 1 ч теряет ~ 10 % массы, то при 2073 К ~ 25 %, при 2173 К ~ 50 %, а при 2273 К практически 100 %. Из рис. 39 видно, что значительное влияние оказывает крупность кварцита. Так, за 4 ч нагрева шихты от 1773 до 2073 К куски крупностью 20 мм переходят в газовую фазу примерно на 70 %, кварцит крупностью 40 мм газифицируется на 38—40 %, а крупностью 80 мм — лишь на 22—23 %. Особенно интенсивно скорость газификации SiO2 растет при уменьшении его крупности < 20 мм. Так, кварцит крупностью 10—15 мм за указанное время может газифицироваться полностью. Все это означает, что для плавки кремнистых ферросплавов целесообразно использовать лишь кварцит крупностью > 20 мм, а для плавки ФС75 и ФС90 и кристаллического кремния —
газификации растет примерно вдвое на каждые 100 К. Так, если кварцит крупностью 40 мм при 1973 К за 1 ч теряет ~ 10 % массы, то при 2073 К ~ 25 %, при 2173 К ~ 50 %, а при 2273 К практически 100 %. Из рис. 39 видно, что значительное влияние оказывает крупность кварцита. Так, за 4 ч нагрева шихты от 1773 до 2073 К куски крупностью 20 мм переходят в газовую фазу примерно на 70 %, кварцит крупностью 40 мм газифицируется на 38—40 %, а крупностью 80 мм — лишь на 22—23 %. Особенно интенсивно скорость газификации SiO2 растет при уменьшении его крупности < 20 мм. Так, кварцит крупностью 10—15 мм за указанное время может газифицироваться полностью. Все это означает, что для плавки кремнистых ферросплавов целесообразно использовать лишь кварцит крупностью > 20 мм, а для плавки ФС75 и ФС90 и кристаллического кремния —
в пределах 50—120 мм. В связи со всем сказанным подготовка кварцита к плавке включает его промывку (при наличии примазок), дробление до оптимальной крупности и отсев мелочи < 20 мм. При плавке ФС25 и ФС45 допустимо отсеивать мелочь <10 мм.
При нагревании кварцита особенно в зоне температур модификационных превращений происходят значительные изменения его объема, поэтому кварцит некоторых месторождений при нагревании растрескивается. Это может привести не только к переизмельчению шихты, но и к расстройствам процесса. Такие кварциты невозможно использовать для плавки, поэтому важной характеристикой кварцита является его термостойкость, его поведение при нагревании со скоростью, близкой к скорости нагрева шихты в промышленной электропечи. Решение о возможности использования кварцита для плавки ферросилиция, особенно с 75 % Si и более, недопустимо принимать только на основании изучения его химического и гранулометрического составов в состоянии поставки. Обязательным для этого должно быть также изучение термостойкости и поведения кварцита в процессе плавки. Иначе, вследствие того, что кварциты разных месторождений ведут себя при нагревании, особенно с большой скоростью, различно, могут быть крупные просчеты.
В качестве восстановителя при плавке кристаллического кремния и ФС90 на протяжении длительного времени применяли древесный уголь. Производство ферросилиция, особенно с ~ 75 % на первых порах также осуществлялось с применением древесного угля. Древесный уголь наиболее полно удовлетворяет всем требованиям технологии. Однако он дорог и все более дефицитен, поэтому в настоящее время широко используют металлургический кокс, полукокс, низкозольный каменный уголь и специальные коксы — нефтяной,
пековый, торфяной и др.
Возможность использования того или иного восстановителя определяется как экономическими соображениями, так и требованиями технологии. Наиболее важными требованиями к восстановителю, предъявляемыми технологией, являются: высокое электрическое сопротивление, высокая реакционная способность и минимальное содержание золы или благоприятный ее состав. Значительное влияние на показатели производства кремния и
особенно его сплавов с железом оказывает и содержание в нем влаги.
Восстановитель является основной токопроводящей составляющей шихты, поэтому электрическое сопротивление восстановителя определяет электрическое сопротивление ванны печи, глубину посадки электродов в шихте и рабочее напряжение, на котором осуществляется плавка кремния или ферросилиция.
Качество восстановителя по электрической проводимости обычно оценивается двумя показателями -собственным сопротивлением и сопротивлением в засыпи. Последнее чаще всего определяют в лабораторных условиях на кусках размером 3—6 мм под давлением ~ 0,02 МПа, первое на единичных образцах восстановителя. Собственное сопротивление кокса-орешка и металлургического кокса крупностью 25—40 мм обычно колеблется в
пределах (1,2—2,0) • 10-4 Ом • м. Специальные коксы (из газового угля, с добавкой буро-угольного полукокса, силикококс, железококс) обычно имеют более высокое удельное электрическое сопротивление — (2÷6) • 10-4 Ом • м. Собственное сопротивление древесного угля и полукокса заметно выше, чем у кокса. Так, низкозольный ангарский полукокс имеет УЭС примерно в 20—30 раз выше (~ 3,8 • 10-3 Ом • м), чем УЭС кокса. Еще более высоким является собственное сопротивление древесного угля и высокозольных сортов полукокса. Для ангарского полукокса, например, оно составляет ~ 0,3 Ом • м.
Для показателей процесса первой и более важной характеристикой восстановителя является сопротивление в засыпи. Величина сопротивления восстановителя в засыпи значительно выше собственного УЭС. Оно включает в себя как собственное сопротивление кусочков, так и сопротивление контактов между ними. Сопротивление восстановителя в засыпи поэтому зависит как от его природы, так и от крупности. Наиболее высокое УЭС в засыпи присуще древесному углю, а также нефтяному коксу (коксу, получаемому при сухой перегонке мазута) и различным сортам полукокса, что, по-видимому, связано с повышенным содержанием в них летучих.
Наиболее высоким электросопротивлением в засыпи обладает восстановитель крупностью 5—15 мм. Однако даже при применении кокса различных заводов крупностью 5—15 мм в шихту целесообразно вводить рыхлители, в качестве которых из условий сопротивления шихты можно использовать древесную щепу, лигнин, а также газовый уголь.
Второй важной характеристикой качества восстановителя является его реакционная способность. Реакционную способность восстановителя обычно оценивают по скорости его взаимодействия с углекислотой при 1050 °С в мл/(г • с). Однако эта характеристика не всегда правильно характеризует восстановитель применительно к особенностям плавки кремнистых сплавов, поэтому более объективной следует признать оценку восстановителя по кинетике его взаимодействия с кремнеземом.
Реакционная способность восстановителя зависит от многих факторов. Главными из них являются величина поверхности открытых пор на единицу массы восстановителя (м2/г), структура поверхности зерен восстановителя, содержание и химический состав минеральных примесей, особенно на поверхности открытых пор, структура самого углистого вещества и т.п. Наилучшими по этим показателям восстановителями, так же как и по УЭС, являются древесный уголь, лигнин, полукокс и торфяной кокс, а из коксов, полученных из каменного угля, кокс из молодых, газовых углей. Реакционная поверхность восстановителя и особенно открытых пор увеличивается при его дроблении, поэтому применение кокса крупностью 5—15 мм не только стабилизирует посадку электродов, но и улучшает условия для улавливания SiO.
Третьим важным требованием является минимальное содержание золы. В минеральных восстановителях содержание золы составляет 10—13 %. Она содержит от 37,5 до 76 % SiO2> 8—28,5 % Al2O3, примерно 10 % Fe2O3 и 10—15 % CaO + MgO. Зола кокса из донецких углей часто отличается повышенным содержанием оксидов железа (Fe2O3 до 37 %). Зольность древесного угля 1,5—3,5 %. В среднем она содержит ~ 35 % CaO, ~ 16 % Na2O + K2O, ~ 7 % MgO, ~ 5 % MnO, ~ 3 % Fe2O3, ~ 3 % Al2O3.
Зольность восстановителя, как указывалось выше, определяет и содержание примесей в сплаве, и количество шлака, образующегося при плавке. Однако высокая зольность не всегда вредна. Как показали исследования, электросопротивление и реакционная способность высокозольного ангарского полукокса примерно на порядок выше, чем низкозольного полукокса. Поэтому это требование к качеству восстановителя правильнее, по-видимому, формулировать следующим образом: «благоприятный состав золы, минимальное содержание в золе вредных примесей и особенно глинозема, оксидов кальция, магния и титана, а для восстановителя, применяемого для плавки кристаллического кремния, и минимальное содержание в золе оксидов железа».
Низкая зольность особенно важна для плавки кристаллического кремния. Высшие его сорта можно выплавлять только с использованием восстановителя, содержащего не более 2 % золы. Самым качественным с этой точки зрения восстановителем является нефтяной кокс. Содержание золы в нем колеблется в пределах 0,3—0,8 %. Однако из-за низкой реакционной способности и склонности к графитации нефтяной кокс применяют в крайне ограниченных количествах — от 20 до 25 % от расхода древесного угля.
Мелочь восстановителя — как древесного угля, так и кокса — обычно отличается повышенным содержанием золы, поэтому мелочь кокса < 5 мм и древесного угля < 3 мм обычно отсеивают, тем более что мелкие фракции восстановителя обычно теряются. Особенно важен отсев мелочи восстановителя при производстве кремния. Последнее связано с тем, что вместе с мелочью удаляется мусор, составляющий до 6 % от массы мелочи древесного угля.
Менее ответственными, но достаточно важными характеристиками восстановителя являются также содержание в нем влаги и гранулометрический состав. Высокое содержание влаги в восстановителе при строго равномерном сходе шихты лишь увеличивает на 100—150 кВт • ч/т сплава расход электроэнергии. При неравномерном сходе шихты высокая влажность восстановителя может стать причиной понижения качества сплава (получение сплава с повышенным содержанием водорода), а при плавке в закрытых печах — повышенного содержания водорода в колошниковых газах, хлопков и взрывов.
Однако, как показали исследования, выполненные на КЗФ, небольшое содержание влаги (5—6 %) сказывается положительно. Испаряясь, она активизирует поверхность восстановителя и повышает доступность пор печным газам. Наибольший вред ходу процесса и показателям плавки и кремния и ферросилиция поэтому наносит не высокое содержание влаги, а ее неконтролируемые колебания, приводящие к неточностям дозирования шихты и
серьезным расстройствам хода процесса. С этой точки зрения значительно эффективнее непрерывное дозирование с послойной загрузкой шихты на движущуюся ленту. Дозирующее устройство в этом случае может быть оборудовано нейтронными датчиками замера влажности восстановителя, что при наличии машинного регулирования и АСУ печи позволяет непрерывно корректировать навеску кокса с учетом его влажности и максимально стабилизировать и его расход и режим плавки. Гранулометрический состав кокса и полукокса также оказывает значительное влияние на показатели плавки кремния и его сплавов, изменяя и электросопротивление шихты, и реакционную способность восстановителя (последнее благодаря изменению размеров реагирующей с газовой фазой поверхности кокса).
Для плавки ферросилиция обычно применяют кокс и полукокс крупностью 5—15 мм. При подобных размерах кусков кокса обеспечиваются и глубокая посадка электродов, и развитая его поверхность, способствующая улавливанию отходящего из горна печи оксида кремния. Значительное влияние реакционной способности, размеров поверхности восстановителя и его кусковатости на показатели процесса наряду с закономерным изменением его химического состава по мере схода в горн печи является прямым доказательством развития
процессов восстановления кремнезема через газовую фазу. Подробные сведения о физико-химических свойствах восстановителей приведены в монографии В.Г. Мизина и Г.В. Серова.
В качестве железосодержащего компонента при плавке ферросилиция применяют стружку углеродистых сталей. Ее недостатками являются примеси в ней стружки, легированной хромом, никелем и другими металлами. Это приводит к тому, что ферросилиций, даже специально выплавленный для легирования трансформаторной стали (марки ФС65, ФС70 и ФС75), содержит Сг и примеси цветных металлов — Ni, Со и др. Чугунная стружка чище по содержанию легирующих — Cr, Ni и Со, однако она содержит больше фосфора, поэтому ее применение допустимо лишь при получении низкопроцентного ферросилиция, предназначенного для производства чугуна. При плавке высококремнистого ферросилиция, особенно электротехнического, эффективно использовать отходы трансформаторной стали и других кремнистых марок, однако отходы трансформаторной стали требуют дробления, для которого обычные стружкодробители не пригодны. Замена железной стружки окалиной
или железной рудой нежелательна, так как при этом заметно растет расход восстановителя и электроэнергии, а при использовании руды снижается и качество сплава из-за содержания примесей, особенно фосфора.
