Сплав кремния с железом — ферросилиций широко используется для раскисления и легирования стали, а также в качестве восстановителя при получении ферросплавов силикотермическим способом. Выплавляется ферросилиций с содержанием кремния от 20 до 92 %. Около 40 % от общего объема производства ферросилиция приходится на марку ФС45 (45% Si).
Шихта для получения ферросилиция состоит из кварцита, коксика и стальной стружки. В последние годы вместо коксика с успехом применяют полукокс. При выплавке ферросилиция с 90—92 % кремния в качестве восстановителя используют древесный уголь. Для получения заданного гранулометрического состава шихтовые материалы при подготовке к плавке дробят и сортируют: кварцит в пределах 25-60 мм (для ФС 20— 45) или 50—100 мм (для ФС 65—90), коксик — 5-20 мм, стружку до 50 мм.
Суммарная реакция восстановления кремнезема кварцита углеродом коксика в присутствии железа, поступающего из стружки, запишется так: Si02 + 2С + Fe = [Si]Fe + 2CO.
Реальный процесс восстановления кремния включает образование в качестве промежуточных продуктов монооксида и карбида кремния по схеме SiO2 → SiO → SiC→ Si. На ход реакции восстановления благотворно влияет железо, которое, растворяя кремний, выводит его из зоны реакции и способствует разрушению карбида кремния.
Отличительными особенностями процесса получения ферросилиция являются выделение значительного количества колошниковых газов (порядка 2500 м3/ч), содержащих 80—90 % СО, и практическое отсутствие шлака (2—4 % от массы металла).
Ферросилиций выплавляют непрерывным способом в рудовосстановительных печах мощностью 22,5—63 MBА. Ферросилиций марок ФС20, ФС25, ФС45, ФС65 получают в закрытых печах, а марок ФС75, ФС90 и ФС92 — в открытых. Перспективной является выплавка богатых по кремнию марок ферросилиция в закрытых печах.
Так как ферросилициевая шихта склонна к спеканию на колошнике, то, чтобы избежать этого, применяют печи с круглой вращающейся ванной. Ванна совершает один оборот за 50—100 ч (при выплавке низкокремнистого ферросилиция эта скорость имеет более высокое значение), вращение осуществляется реверсивно в секторе 60—120°.
Дозировка и подача шихты к печам при углеродотермическом процессе выплавки ферросилиция должны быть непрерывными. На современных заводах применяется централизованная поточно-транспортная система шихтоподачи. При этом используют конвейерный, скиповый, а за рубежом и элеваторный способы подачи подготовленной шихты в плавильный корпус.
Плавильный цех по производству ферросилиция
Плавильный корпус цеха представляет собой здание прямоугольной формы длиной, состоящее из двух пролетов: печного и разливочного. Со стороны печного пролета к зданию цеха примыкает трансформаторная эстакада. В печном пролете в линию установлены электропечи, имеется мостовой кран грузоподъемностью 10 т для загрузки электродной массы в кожухи самообжигающихся электродов печи и проведения ремонтных работ. Шихта подается на верхнюю отметку пролета по наклонному конвейеру. Здесь она перегружается на реверсивный конвейер и распределяется на два потока с помощью автостел, перемещающихся вдоль пролета. Каждая автостела обслуживает правую и левую группы печных карманов. Из печных карманов шихта по труботечкам поступает в приемные воронки вокруг электродов.
Ферросилиций из печи выпускают периодически по мере его накопления: шесть-семь раз в смену при выплавке сплава ФС20 – ФС25 и четыре-пять раз в смену при выплавке остальных марок. Сплав выпускают в ковш футерованный шамотом и разливают чаще всего на конвейерной машине в чугунные изложницы (мульды). Машинная разливка ферросилиция марок ФС75, ФС90 и ФС92 пока не освоена, поэтому ферросплавы указанных марок разливают в стационарные чугунные изложницы-поддоны. Для получения порошков и гранул из низкопроцентного ферросилиция применяется грануляция ферросилиция на специальной установке в условиях ЗФЗ.
При разливке на разливочных машинах ковш устанавливают мостовым краном грузоподъемностью 140/32 т на кантовальное устройство конвейерной разливочной машины. Оно размещается в специальной камере, оборудованной системой газоотсоса. Применяются двухленточные разливочные машины длиной 70 м, обеспечивающие доставку готового металла на склад готовой продукции. Шлак в шлаковнях по торцевому железнодорожному пути направляется в отделение шлакопереработки, где дробится и в таком виде используется при производстве стали. Печи оборудованы системой мокрой газоочистки. Очищенный газ применяется для отопления котельной и гаражей размораживания вагонов с шихтой в зимнее время и других заводских нужд. Цех проветривается аэрационным фонарем, расположенным на стыке печного и разливочного пролетов.
Участок подготовки и дозирования шихты по производству ферросилиция
Шихтовое отделение. В цехах по производству ферросилиция наибольшее распространение получила линейная конвейерная схема подачи шихтовых материалов с непрерывным дозированием шихты. Шихтовое отделение обычно состоит из следующих технологических объектов: склад шихты; узел подготовки и подачи кварцита; узел подготовки и подачи кокса; узел подготовки и подачи стружки; участок дозировки шихты; тракт шихтоподачи .
На складе шихты сырьевые материалы разгружаются из вагонов и хранятся по видам в отдельных закромах. Забор сырьевых материалов из закромов и загрузка их в приемные бункеры узлов подготовки и подачи кокса и кварцита выполняется грейферами. Там же осуществляется подготовка и рассев стальной стружки (I) с помощью вращающегося перфорированного барабана, а также дробление отходов ферросилиция на щековой дробилке. Подготовленные шихтовые материалы из приямков загружаются в дозировочные бункеры.
Узел подготовки и подачи кокса (II) включает три линии загрузки дозировочных бункеров. На первой и второй линиях кокс конвейерами загружается в дробилку, откуда по конвейеру поступает на грохот. На грохоте происходит рассев дробленного кокса на три фракции. Кокс на третью линию из приямков грейфером загружается в бункер, откуда вибропитателем подается на третий грохот. На грохоте происходит разделение дробленого кокса на две фракции.
Узел подготовки и подачи кварцита (III) включает две линии загрузки дозировочных бункеров: линию подачи кварцита исходной фракции с рассевом на грохоте, линию подачи кварцита исходной фракции без рассева.
Участок дозирования шихты (IV). Из расходных бункеров подготовленные шихтовые материалы подаются в соответствующие бункеры дозировочного отделения, состоящего из шести дозировочных узлов. Дозирование шихтовых материалов производится адаптивной системой (АСАД) с ленточным весоизмерителем 4195Пр. Компоненты шихты с ленточных весоизмерителей всех дозаторов через промежуточные бункеры и шиберы поступают на один из двух сборных конвейеров.
Тракт шихтоподачи (V). Каждый электропечной агрегат цеха оснащен 14-ю бункерами, в том числе по четыре бункера на каждый электрод и по два для подачи кварцита и кокса на рабочую площадку. Загрузка печных бункеров шихтой и отдельными компонентами осуществляется системой конвейеров и автостел.
Технико-экономические показатели производства кремнистых сплавов
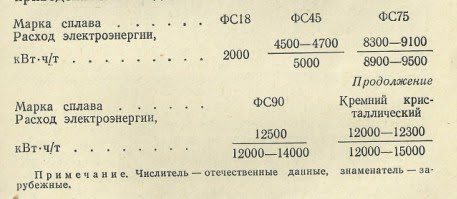
Основным показателем, характеризующим степень совершенства технологии и оборудования, квалификацию обслуживающего персонала при производстве кремния и его сплавов, является удельный расход электроэнергии. На отечественных ферросплавных заводах получены хорошие значения этого показателя, что видно из приведенных ниже данных:
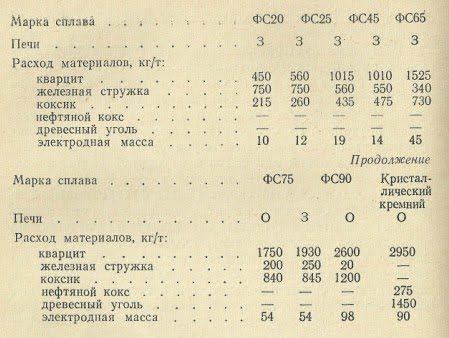
Расход сырья и вспомогательных материалов при выплавке сплавов кремния приведен ниже:
Резервы повышения технико-экономических показателей производства имеются в улучшении методов подготовки шихты, использовании специальных восстановителей, в том числе древесной щепы, лигнина и т. п. материалов, применении закрытых герметизированных печей или печей с дожиганием газа под сводом, повышении точности дозирования шихты и квалификации персонала.
Простои печи приводят к нарушению установившегося теплового и электрического режимов, требуют затрат электроэнергии на последующий разогрев печи. Поэтому необходимо снижать, простои печей, увеличивать надежность работы оборудования, сокращать длительность и одновременно увеличивать периодичность ремонтов печей.
Значительный резерв для улучшения технико-экономических показателей производства кремнистых ферросплавов имеется в увеличении мощности печных агрегатов, с ростом которой сокращаются как капитальные вложения, так и эксплуатационные расходы на 1 т продукции.
