В настоящее время в практике ферросплавного производства нашли наибольшее применение следующие способы разливки:
- на разливочных машинах различного типа;
- в стационарные поддоны и изложницы;
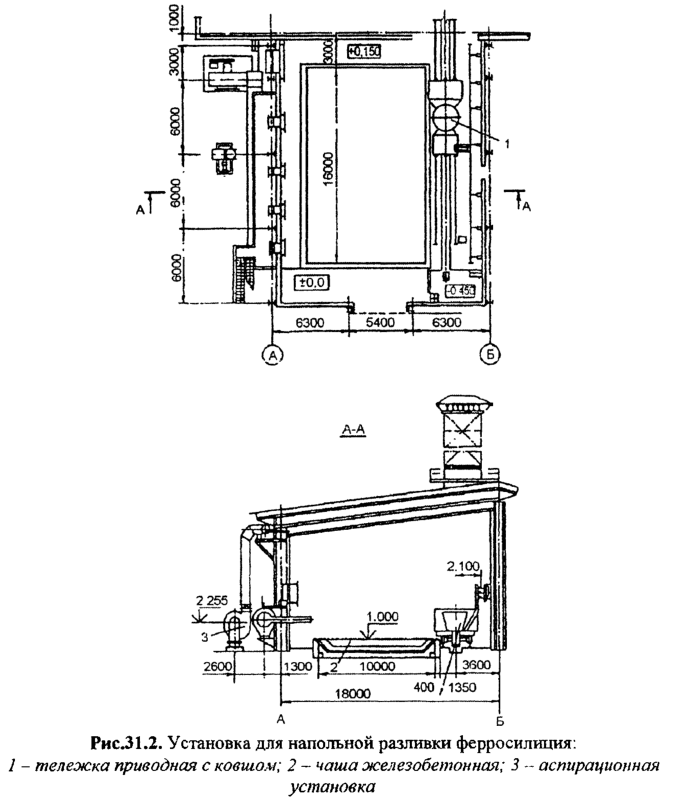
- послойно в напольные изложницы или в канаву методом «плавка на плавку».
Наиболее перспективной считается разливка ферросплавов на ленточных конвейерных машинах. Они применяются для разливки ферросилиция, силикомарганца, углеродистого ферромарганца и иногда углеродистого феррохрома. При этом значительно повышается механизация и производительность труда, улучшаются его условия в разливочном пролете, поскольку сплавы разливают не с помощью крана, а на специальных гидравлических кантователях, которые помещены в герметизированные камеры. Существенным недостатком машины конвейерного типа является переменная высота падения сплава при разливке, что вызывает сильное его разбрызгивание. Потери металла при разливке достигают 3%, к тому же товарный вид получаемых слитков значительно ухудшается из-за опрыскивания мульд известковым молоком.
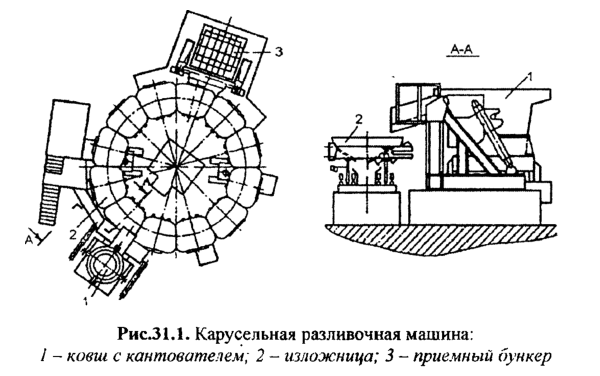
Для разливки высококремнистых сплавов, модификаторов и лигатур, а также сплавов, содержащих легкоокисляющиеся элементы, применяют карусельные машины конвейерно-тележечного типа. По сравнению с конвейерной эта машина обеспечивает уменьшение потерь металла при разливке, улучшение качества и товарного вида слитков. Машина представляет собой замкнутую цепь тележек, размещенных на рельсовом пути. На тележках находятся поддоны-изложницы, обеспечивающие получение тонких слитков. Для извлечения слитков изложницы либо переворачиваются, либо слитки выталкиваются специальным толкателем в короб, установленный под изложницей.
Разливка в стационарные поддоны и чугунные изложницы представляет собой устаревший и малопроизводительный способ разливки ферросплавов, оставшийся в основном в цехах с рафинировочными печами и металлотермических цехах. Этот способ связан с повышенной загруженностью разливочных кранов, высокой теплонапряженностью в цехе и необходимостью увеличения его площади для размещения стационарных изложниц. Однако, сплавы склонные к сегрегации (ферросилиций с содержанием >75% Si), целесообразно разливать в массивные поддоны толщиной слитка до 80 мм или в кристаллизаторы.
При разливке ферросплавов важное значение имеет способ отделения металла от шлака. За рубежом имеются печи с раздельным выпуском сплава и шлака через две летки. В случае печей с одной леткой продукты плавки выпускают из печи в ковш с переливом шлака через верх ковша или через шлакоотделительное устройство (скиммер).
При выпуске в ковш с переливом легче регулировать параметры струи жидкого металла, металл получается чище и плотнее. Однако в этом случае необходимы достаточная площадь для разливочного участка, мостовые краны большой грузоподъемности, ковшовые тележки, что связано со значительными капиталовложениями.
При использовании скиммера, который может быть стационарным или передвижным, отпадает необходимость в кранах большой грузоподъемности, дополнительные площади нужны только для размещения скиммера и довольно длинных желобов; металл за скиммером может быть направлен непосредственно в изложницы разливочной машины. Однако при этом возможно загрязнение шлаком и образование в выпускных желобах избыточного количества скрапа, идущего в отвал. Следует отметить, что в случае разливки сплава по желобам из печи через скиммер в разливочный пролет упрощается компоновочное решение цеха, появляется возможность сократить ширину здания.
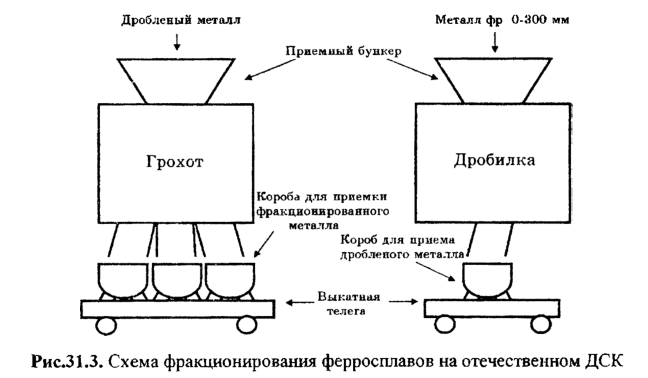
Разделка ферросплавов с целью получения требуемого размера кусков включает такие операции, как дробление и рассев. Выбор типа дробилки зависит от прочности ферросплава. За рубежом изготавливают только фракционированные ферросплавы, т.е. сортированные на куски различной крупности. Производство фракционированных ферросплавов предусмотрено и отечественными стандартами. Использование сплавов определенного гранулометрического состава в сталеплавильном производстве способствует быстрому усвоению легирующих элементов жидкой сталью, уменьшению теплопотерь металла в ковше.
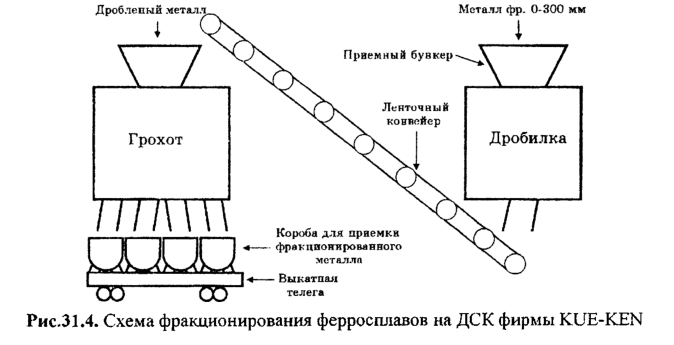
Ферросплавы поставляют в кусковом (более 10 мм), зернистом (10 — 2 мм) и порошкообразном (2 — 0 мм) виде. Порошки получают как измельчением сплава в дробилках, так и распылением его в жидком состоянии паром или инертным газом (грануляция). Развитие грануляции связано с увеличением спроса на ферросплавы небольшой крупности, которые могут непрерывно загружаться в сталеплавильные агрегаты.
